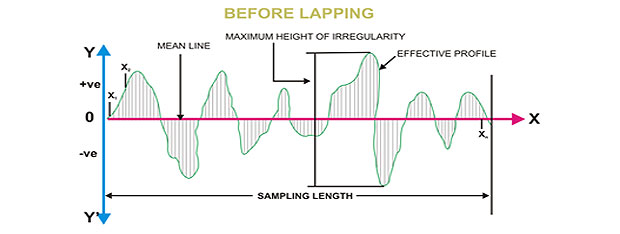
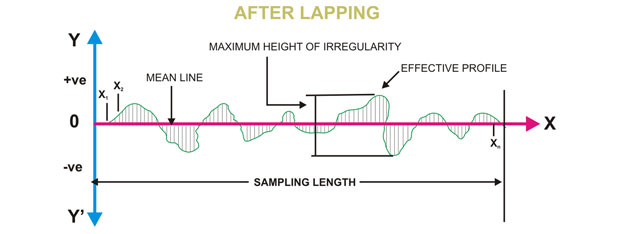
- Improves surface finish by eliminating the peaks and valleys.
- Create maximum bearing area between the mating surfaces.
- Improves service life of the moving parts which are subject to wear.
- Improves geometrical and dimensional accuracies.
- There is absolutely no distortion in the component after lapping since no clamping devices are used.
- Minimizes the necessity of re hardening hardened parts because of less heat generation.
- Accessible flat surfaces of parts of any shape and size and any type of material can be lapped.
- Simple carrier plate design is enough to accommodate the component for lapping (i.e.) complicated fixture is not required.
- Any unskilled operator can work on the machine.




 RSS Feed
RSS Feed
